Проектирование, изготовление, экспертиза технического состояния, ремонт и модернизация базовых деталей промышленного оборудования.
Компания Надежность ТМ проводит полный комплекс работ по проектированию, изготовлению, экспертизе состояния, ремонту, модернизации и увеличению усилия мощных гидравлических и механических прессов, молотов, прокатных станов, МНЛЗ, конвертеров и другого промышленного оборудования.
Экспертиза технического состояния базовых деталей металлургического оборудования включает в себя следующие этапы:
- проведение прочностных расчетов;
- проведение натурных исследований;
- составление технического отчета.
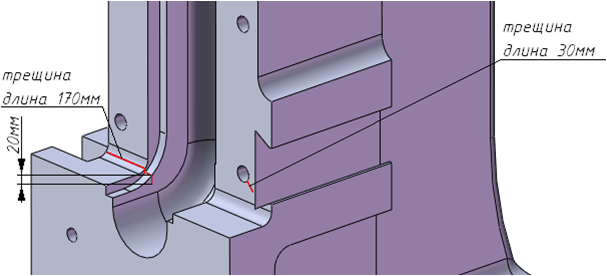
На первом этапе экспертизы на основе технической документации на оборудование создается его трехмерная модель. Современные программные комплексы позволяют достигать максимального подобия схем нагружения и силового взаимодействия базовых деталей оборудования при исследовании его напряженно-деформированного состояния.
Итогом первого этапа является выявление в конструкции базовых деталей «слабых мест», ограничивающих прочностную надежность оборудования в целом.
На втором этапе экспертизы проводятся натурные исследования оборудования с применением:
- неразрушающего контроля базовых деталей (ВИК, УК, МК, ВК, ПВК);
- тензометрических замеров;
- анализа материала методом твердости;
- метрологического контроля.
Методы и средства неразрушающего контроля
При выполнении дефектоскопии первостепенное внимание уделяется традиционным зонам концентрации напряжений. Для выявления дефектов применяются следующие методы неразрушающего контроля:
- визуальный и измерительный;
- ультразвуковой;
- электропотенциальный.
1. Визуальный и измерительный методы контроля
Основан на возможностях зрения, объект контроля исследуется в видимом излучении. Контроль проводится с использованием простейших измерительных средств таких как: лупа, рулетка, штангенциркуль. С его помощью можно обнаружить: коррозионные поражения, трещины, изъяны материала и обработки поверхности и пр. Также проводят при помощи оптических приборов, что позволяет значительно расширить пределы естественных возможностей глаза.
Данный метод достаточно информативен и имеет высокую скорость проведения контроля.
В основной набор средств визуального контроля входят: эндоскоп, фонарик, лупа измерительная, рулетка, линейка.
2. Ультразвуковой метод контроля
Ультразвуковая дефектоскопия – метод, позволяющий осуществлять поиск дефектов в материале объекта контроля путём излучения и принятия ультразвуковых колебаний, отраженных от внутренних несплошностей, и дальнейшего анализа их характеристик с помощью специального оборудования – ультразвуковых дефектоскопов.
Сканирование прямым пьезоэлектрическим преобразователем проводится по зачищенным и смазанным контактной смазкой поверхностям с шагом 5 мм со скоростью не выше 1 м/мин.
Вихретоковый и ультразвуковой метод дефектоскопии осуществлялся с применением дефектоскопа-томографика VOTUM UD-4T.
3. Электропотенциальный метод контроля
Работа электропотенциальных приборов основана на прямом пропускании тока через контролируемый участок и измерении разности потенциалов на определенном участке или регистрации искажения электромагнитного поля, обусловленного обтеканием дефекта током. Приборы, основаны на измерении разности потенциалов. При пропускании через электропроводящий объект тока в объекте создается электрическое поле.
Такой метод положен в основу работы дефектоскопов для обнаружения усталостных трещин в изделиях сложного профиля.
Разность потенциалов зависит от трех факторов:
• удельной электрической проводимости;
• геометрических размеров (например, толщины);
• наличия поверхностных трещин.
Измерение глубины трещины производится в два этапа:
• Измерение на бездефектном участке (контактные электроды располагаются за трещиной) - при этом происходит отстройка от электромагнитных свойств металла изделия.
• Измерение на трещине (контактные электроды располагаются по разные стороны раскрытия трещины) – при этом происходит измерение глубины трещины. На экране прибора появляется результат измерения в миллиметрах.
В качестве средства электропотенциального метода контроля использовался трещиномер «Машпроект» 281М.
Контроль действующих нагрузок проводится методом тензометрии с помощью аппаратуры фирмы HBM (Германия), и позволяет, например, выявлять неравномерность нагружения базовых деталей оборудования.
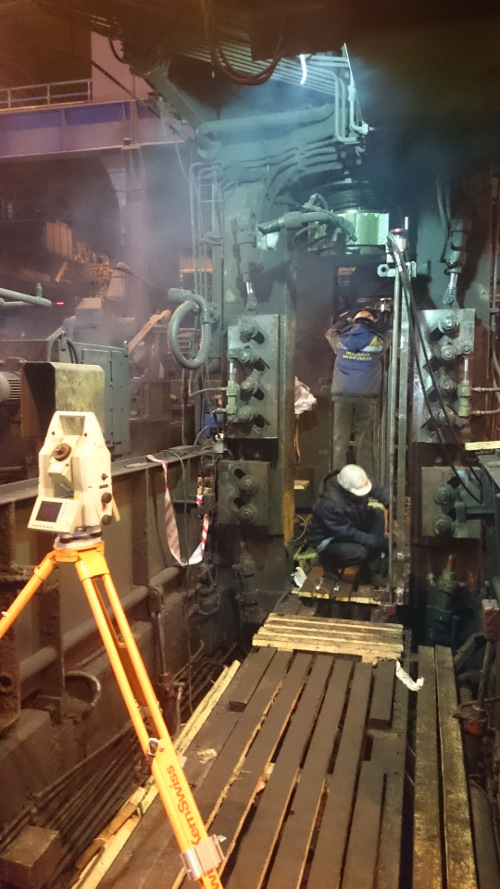
Контроль геометрической точности, формы и расположения базовых деталей оборудования выполняется с применением высокоточного геодезического оборудования Leica Geosystems (Швейцария) в полном соответствии с требованиями конструкторской документации.
Итогом второго этапа является выявление различного рода отклонений работы оборудования от проектного режима.
На основе результатов, полученных на первых двух этапах, составляется технический отчет о проделанной работе. Анализ отклонений режима работы базовых деталей от проектного позволяет разработать технические решения по обеспечению прочностной надежности оборудования, подлежащие последующему внедрению.
Прочностные расчеты с применением лицензионной версии программного комплекса ANSYS v.10.0
(США, лицензия No. 386383).
") ") ")
Тензометрические исследования натурных конструкций проводятся с помощью аппаратуры фирмы
HBM (Германия), позволяющей одновременно снимать показания с 24 точек.
Обследование базовых деталей методами неразрушающего контроля.
 |
")
|
Метрологические исследования с помощью лазерных трекеров фирмы Leica.
 |
") |
|
|
")
")
")
")